Das Stanzen: 5 Vor- und Nachteile dieses Herstellungsverfahrens
Artikel gepostet am 18/07/2022, in"Innovation & Investition"
Das Stanzen ist ein Herstellungsverfahren, das für das Bohren von Löchern in eine Oberfläche allgemein bekannt ist. Es eignet sich jedoch für weitaus mehr Anwendungen und viele seiner Eigenschaften sind noch relativ unbekannt – ein Anlass für die TMA Gruppe, Ihnen in diesem Fachartikel die Vor- und Nachteile des industriellen Stanzens zu erläutern.
Was ist das Stanzen?
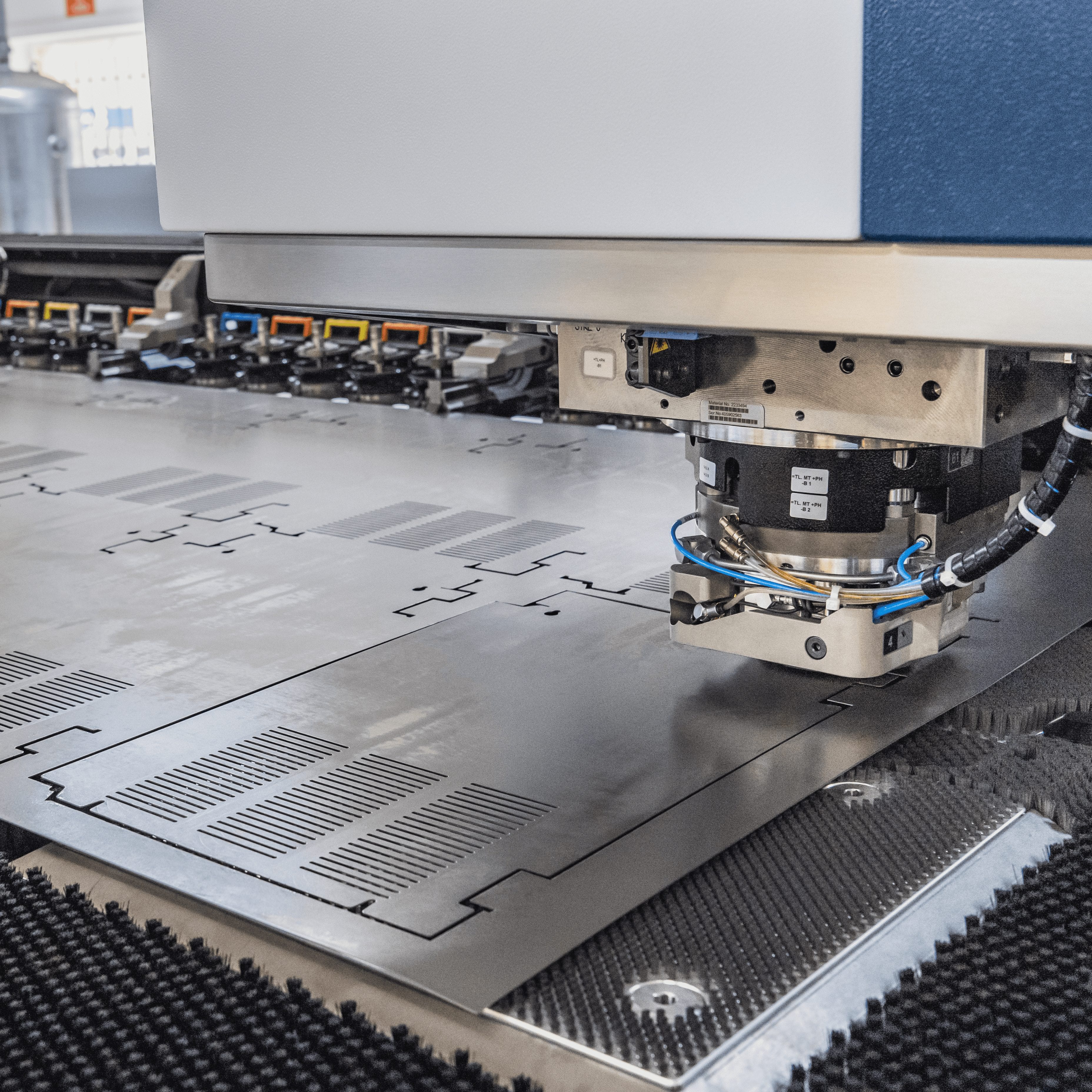
Das Stanzen ist ein Mittelding zwischen Laserschneiden und Pressen und eine echte Allround-Technik. Diese industrielle Fertigungstechnik wird verwendet, um Bleche mithilfe eines Stanzkopfs und einer Matrize zu lochen und umzuformen.
Entgegen der landläufigen Vorstellung stellen industrielle Stanzmaschinen nicht nur runde Löcher her, sondern alle Arten von Formen. Und sie beschränken sich auch nicht auf das Herstellen von Löchern. Beim Stanzen kann das Material umgeformt werden, um ihm eine bestimmte Form zu geben und es ermöglicht auch das Nibbeln der Konturen.

© Groupe TMA
Die Vorteile des Stanzens für die Herstellung Ihrer Teile:
1. Das Stanzen ist ein hochpräzises Fertigungsverfahren für die Bearbeitung von Dünnblech.
Das Stanzen ist präziser als das Laserschneiden und garantiert eine Genauigkeit von +/- 0,1 mm, ohne Zunderbildung an den Schnittkanten. Zum Vergleich: Beim Laserschneiden werden Toleranzen von +/-0,2 mm eingehalten.
Auf dem Markt gibt es verschiedene Arten von industriellen Stanzmaschinen, von denen die leistungsfähigsten Metalle je nach Güte bis zu einer Stärke von 8 mm stanzen.
2. Unübertroffene Geschwindigkeit für Mehrfachschnitte.
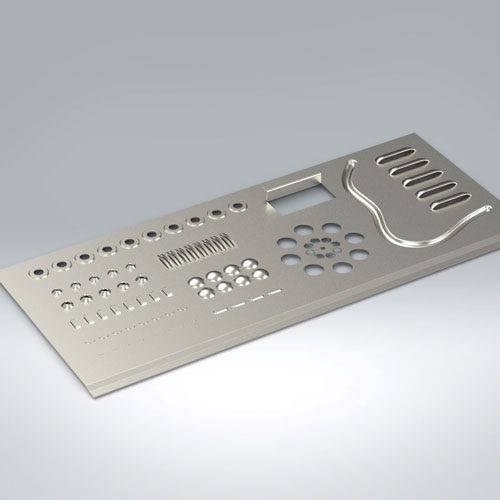
Das Stanzen ist besonders leistungsstark, wenn eine große Anzahl von Schnitten in einem Blech vorgenommen werden muss. In diesem Fall ist das Stanzen weitaus schneller und effizienter als das Laserschneiden. Während die Lasertechnologie die Kontur einer Form schneidet, kann das Stanzen die gesamte Form mit einem einzigen Schlag lochen. Je nach Größe des Stanzkopfs können auch mehrere Formen mit einem Schlag ausgeschnitten werden: Daher wird dieses Herstellungsverfahren bevorzugt für die Produktion von Gittern für Lüftungen oder Ventilationen, Sichtschutz aus Metall, Schaltschränke, Jalousien oder auch von Geländern aus Metall eingesetzt.
© Groupe TMA
3. Mithilfe des Stanzens kann eine Vielzahl von Werkstoffen bearbeitet werden.
In der Industrie wird das Stanzen vor allem zur Bearbeitung von Metall und zur Serienproduktion von Metallteilen eingesetzt. Diese Technik kommt jedoch auch in vielen anderen Bereichen und Branchen, in denen verschiedene Arten von Materialien verwendet werden, zum Einsatz.
• Metallbleche aus Stahl, Edelstahl, Aluminium, Kupfer, Gold, Silber, Messing, Zink, vorlackierte Bleche usw. können ohne jegliche Bildung von Dämpfen gestanzt werden!
• Das Stanzen wird zum Schneiden von bestimmten Kunststoffen, von PVC und einigen Fasern wie z.B. Glasfaser verwendet.
• In der Lederwarenindustrie wird das Stanzen für die Bearbeitung von Leder sowie in der Bekleidungsindustrie zur Bearbeitung von bestimmten Textilien verwendet.
Generell kann jedes Material, das mechanisch geschnitten werden kann, gestanzt werden.
4. Eine sehr vielseitige Technik, die auch zum Umformen geeignet ist.
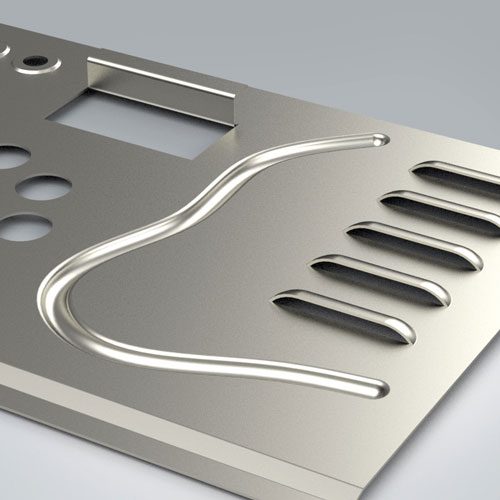
Das Schneiden ist nur eine Facette dieser Technologie. Die Stärke des Stanzens beruht auch in der Kaltumformung von Werkstoffen. Da es sich zum Biegen, Gewindeschneiden, Markieren, Gravieren, Verrippen und Versenken, sowie für die Herstellung von Vertiefungen und Schlitzen und für viele andere Umformungen eignet, ist das Stanzen eine absolute Allroundtechnik in unseren Produktionsstätten.
© Groupe TMA
Beispiel für einige Schneidearbeiten und Umformungen, die mit Hilfe der Stanztechnik durchgeführt werden können – © TMA Gruppe
5. Günstige Produktionskosten ab mittleren Serien und Wiederholungsserien.
Das Stanzen ist eine vorteilhafte Lösung, wenn die zu produzierenden Stückzahlen relativ groß sind: Die Kosten sind im Allgemeinen niedriger als beim Laserschneiden, wenn es sich um mittlere und große Serien handelt (je nach Typologie der Teile).
Diese Technologie vermeidet Nachbearbeitungen beim Biegen dank der direkt im Stanzverfahren ausgeführten Aufbiegungen, wodurch sich die Kosten des Herstellungsprozesses deutlich reduzieren lassen.
Ein weiterer nicht zu vernachlässigender Punkt, der bei den Herstellungskosten den Ausschlag gibt, sind die Werkzeuge, die wesentlich günstiger sind als beim Tiefziehen.
Für das Stanzen gibt es „Standard“-Stanzköpfe aus einem Katalogsortiment, die einen Großteil der Fertigungsanforderungen abdecken.
Es ist auch möglich, spezifische Werkzeuge für ein bestimmtes Teil zu entwickeln, und auch hier ist ihre Herstellung weniger kostspielig als beim Tiefziehen, da diese Werkzeuge im Allgemeinen weniger komplex sind und ihre Planung weniger Zeit benötigt.
Außerdem machen die neuesten technologischen Innovationen dieses Verfahren noch leistungsfähiger. Die Automatisierung des Stanzens ermöglicht einen unterbrechungsfreien Betrieb, mit einem Minimum an Handhabung vor und nach der Produktion.
Die leistungsfähigsten industriellen Stanzmaschinen auf dem Markt ermöglichen:
• Das automatische Einführen des Werkstoffs.
• Einen automatischen Werkzeugwechsel bei verschiedenen Schneide- und Umformschritten an einem gleichen Werkstück.
• Die Verwendung von Matrizen für ein integriertes Planieren zur Glättung des Materials, um Verformungen während des Stanzens zu vermeiden.
• Das automatische Ausleiten und das automatische Sortieren der Teile zu ihrer Aufbereitung.
• Das automatische Ausleiten der Stanzreste in einen vorbestimmten Bereich.
Fazit: Das Stanzen kann durchgehend und ohne menschliches Zutun – von der Einführung des Werkstoffs bis zur Ausleitung der gestanzten Teile – durchgeführt werden.
Mehr Produktivität und weniger Handling – zwei Faktoren, die sich positiv auf den Preis der Teile auswirken.
Die Nachteile des industriellen Stanzens:
1. Das Stanzen eignet sich nur für Dünnbleche.
Das Stanzen wird zum Schneiden und Umformen von Metallblechen bis zu einer Stärke von 8 mm verwendet, in der Regel für Stahl, Edelstahl und Aluminium. Bei dickeren Materialien werden andere kombinierte Technologien wie Laserschneiden und Biegen, maschinelle Bearbeitung, für komplexe Teile auch das Gießen bevorzugt. Die Verwendung des Stanzens beschränkt sich also auf dünne Teile aus Metall oder anderen Materialien.
2. Splitterbildung beim Stanzen
Wenn die Kontur eines Werkstücks mit der Nibbeltechnik geschnitten wird, hinterlässt der Stanzkopf kleine Splitter an der Schnittkante. Diese Splitter lassen sich mit einem Entgratungswerkzeug, das in die Stanzmaschine integriert werden kann, leicht entfernen. Die Kante des Werkstücks wird dann glatt, was die Handhabung erleichtert.
3. Bei großformatigen Teilen kann es zu Verformungen kommen.
Wenn man großformatige Teile mit vielen Löchern stanzt, neigt das Material dazu, sich an einigen Stellen zu verformen. Nach dem Stanzen kann das Material planiert und wieder in seine ursprüngliche Ebenheit gebracht werden. Wie bereits weiter oben in diesem Artikel erwähnt, können Matrizen für integriertes Planieren diese Unebenheiten vermeiden, indem sie die Verformung, die bei der Bearbeitung mit dem Stanzkopf entsteht, ausgleicht.
4. Diese Technologie verursacht viel Lärm.
Das Stanzen von Blechen verursacht einen hohen Lärmpegel in den Werkstätten. Dieser Lärm kann für die Personen, die in den Produktionsstätten ständig dem Lärm ausgesetzt sind, belastend sein, weshalb die Bediener mit einem geeigneten Gehörschutz ausgestattet sein müssen.
5. Häufig ist der Kauf von Werkzeugen oder die Entwicklung von Spezialwerkzeugen erforderlich.
In vielen Fällen ist der Kauf eines „Standard“-Stanzkopfes oder die Entwicklung eines speziellen Werkzeugs unverzichtbar, um ein Teil im Stanzverfahren herstellen zu können. Diese Kosten müssen von Anfang an eingeplant werden und variieren je nach Komplexität des Werkzeugs. Der Kauf oder die Entwicklung eines Werkzeugs kann für Serienteile in Betracht gezogen werden.
© Groupe TMA
Fragen, die Sie sich im Zusammenhang mit dem industriellen Stanzen stellen könnten:
Welche Art von Werkstück eignet sich am besten zum Stanzen?
Vor allem in der Metallindustrie wird das Stanzen für bestimmte Kategorien von spezifischen Teilen bevorzugt, z. B. für die Herstellung von Lüftungs- oder Ventilationsgittern aus Metall. Auch Sichtschutzwände aus Metall, Fassadenverkleidungen, Jalousien und Geländer aus Metall eignen sich hervorragend für dieses Herstellungsverfahren. All diesen Teilen ist gemeinsam, dass sie zahlreiche Öffnungen oder mehrfache Umformungen auf ihrer Oberfläche aufweisen.
In welchen Fällen ist das Stanzen dem Laserschneiden vorzuziehen?
Das Stanzen wird dem Laserschneiden vorgezogen, wenn das Werkstück umgeformt werden soll, da dies nicht mit einem Laser vorgenommen werden können. Auch bei einem Werkstück mit vielen Innenausschnitten ist es vorteilhafter, das Stanzen zu verwenden. In Bezug auf die Ästhetik ist das Stanzen im Vorteil: Der Schnitt ist präziser als mit dem Laser und da diese Technologie keine Spuren hinterlässt, ist sie ideal für sichtbar verbaute Teile.
In welchen Fällen ist das Stanzen dem Tiefziehen vorzuziehen?
Das hängt vom Typ des Werkstücks, seiner Dicke und der zu produzierenden Stückzahl ab.
Der Preis der Werkzeuge für das Stanzen ist günstiger. Komplexe Teile oder Teile, die das Format des Stanzkopfes überschreiten, können dagegen im Tiefziehverfahren hergestellt werden. Bei großen/sehr großen, sich wiederholenden Serien ist das Tiefziehen in der Regel günstiger.
Die automatisierten Stanzleistungen der TMA Gruppe
Effiziente Produktionsmittel des Zulieferers steigern die Produktivität! Die TMA Gruppe hat in eine Stanzmaschine investiert, die als die schnellste auf dem Markt gilt. Diese vollautomatische Stanzmaschine der neuesten Generation ist in der Lage, rund um die Uhr ohne Unterbrechung zu produzieren.
Ihre aktive Matrize und die Bürstentische sind ein großer Vorteil: Die Metallteile werden vor Kratzern geschützt und Verhakungen zwischen den Teilen und der Matrize sind ausgeschlossen. Um Verformungen des Blechs beim Stanzen zu vermeiden, sorgt die integrierte Planierungsfunktion unserer Maschine dafür, dass das Blech nach der Perforation flach bleibt.
Die vollständige Automatisierung der Maschine, vom Einführen des Rohmaterials bis zur Ausleitung der Teile und der Reste sowie der automatische Werkzeugwechsel garantieren eine sehr hohe Produktivität.
- Maximale Abmessungen des zu stanzenden Blechs: 1500 x 3000 mm.
- Maximale Stärke der Teile: 8 mm.
- Stanzgenauigkeit: +/- 0,1 mm.
- Automatisches Einführen des Materials und automatisches Ausleiten der Teile.
- Mögliche Arbeiten an unserer Stanzmaschine: Nibbeln, Innenschneiden mit dem Stanzkopf, Lochen, Gewindeschneiden, Biegen, Mehrfachumformungen, Markieren und Gravieren.
- Beispiele möglicher Umformungen: Verrippen, Versenken, Vertiefungen und Schlitze, Scharniere und viele mehr.
- Werkzeuge / Stanzköpfe: ein umfangreiches Magazin mit „klassischen“ Werkzeugen und Entwicklung von maßgeschneiderten Werkzeugen nach Kundenwunsch.
Haben Sie ein Stanzvorhaben? Wenden Sie sich an uns!